
1977 KZ1000 Restomod
- calum
-
 Topic Author
Topic Author
- Offline
- User
-

Registered
- Posts: 1144
- Thanks: 415
Re: 1977 KZ1000 Restomod
09 Feb 2021 09:00
Thanks! I had read that before but forgot about the part regarding valve size. Given that info, I want at least 37mm for 1075cc - and if I ever go to 1135 then I'll need 38mm. Couldn't see anything on exhaust valve size though - the effects of increasing this are still a bit of a mystery.
Seems like welding the crank is a no brainer. Better safe than sorry, I suppose.
Seems like welding the crank is a no brainer. Better safe than sorry, I suppose.
KZ1000 Restomod (
www.kzrider.com/forum/11-projects/614517-1977-kz1000-restomod
)
1977 KZ1000A1 ( www.kzrider.com/forum/11-projects/616901...-spare-parts-project )
1980 KZ750H ( kzrider.com/forum/11-projects/612054-kz750h-restoration )
2000 BMW F650GS
1977 KZ1000A1 ( www.kzrider.com/forum/11-projects/616901...-spare-parts-project )
1980 KZ750H ( kzrider.com/forum/11-projects/612054-kz750h-restoration )
2000 BMW F650GS
Please Log in or Create an account to join the conversation.
- calum
-
Topic Author
- Offline
- User
-
Registered
- Posts: 1144
- Thanks: 415
Re: 1977 KZ1000 Restomod
09 Feb 2021 09:04zed1015 wrote: The biggest inlet you can fit is a 38mm , This would be a GPZ type with 1mm shorter stem.
Ideally you want an inlet that is at least 51% of the cylinder bore but i have a couple of 1075 motors on stock size valves and they still fly.
A 37mm inlet however though is 51.3 % of the 72mm bore diameter and large enough for 1075cc and is what i would stick with and open the throats to suit.
A 38mm will flow sufficient to feed a 76mm bore 1200cc but you likely won't notice any difference to a 37mm in a 1075.
Providing you have the correct valve to valve / valve to piston clearance you can use any cam you like
I would also get the crank welded to at least provide some insurance against the top end work.
Thanks zed - I was writing my last post when you posted this. 37mm it is then
") I'll be interested to see what the guy doing the work on the head says.
I'll be interested to see what the guy doing the work on the head says.Way back on the first page you suggested 33mm exhaust valves. What's the reasoning behind this?
KZ1000 Restomod (
www.kzrider.com/forum/11-projects/614517-1977-kz1000-restomod
)
1977 KZ1000A1 ( www.kzrider.com/forum/11-projects/616901...-spare-parts-project )
1980 KZ750H ( kzrider.com/forum/11-projects/612054-kz750h-restoration )
2000 BMW F650GS
1977 KZ1000A1 ( www.kzrider.com/forum/11-projects/616901...-spare-parts-project )
1980 KZ750H ( kzrider.com/forum/11-projects/612054-kz750h-restoration )
2000 BMW F650GS
Please Log in or Create an account to join the conversation.
- calum
-
Topic Author
- Offline
- User
-
Registered
- Posts: 1144
- Thanks: 415
Re: 1977 KZ1000 Restomod
09 Feb 2021 09:26
A bit more research done and I'm thinking I could just put some KZ1000J valves in (37/32). As far as I could tell they are a bit shorter (1mm?) but that should be fine after the seats have been cut.
I have a set of 750 buckets and retainers. Meaning switching to shim under bucket won't cost me anything - makes setting clearances more work though. Do I need heavy duty springs with that lift (374) or should I just see if the old ones are in spec and use them if I can? If I need new ones the APE heavy duty ones are actually the cheapest I can find over here...
I have a set of 750 buckets and retainers. Meaning switching to shim under bucket won't cost me anything - makes setting clearances more work though. Do I need heavy duty springs with that lift (374) or should I just see if the old ones are in spec and use them if I can? If I need new ones the APE heavy duty ones are actually the cheapest I can find over here...
KZ1000 Restomod (
www.kzrider.com/forum/11-projects/614517-1977-kz1000-restomod
)
1977 KZ1000A1 ( www.kzrider.com/forum/11-projects/616901...-spare-parts-project )
1980 KZ750H ( kzrider.com/forum/11-projects/612054-kz750h-restoration )
2000 BMW F650GS
1977 KZ1000A1 ( www.kzrider.com/forum/11-projects/616901...-spare-parts-project )
1980 KZ750H ( kzrider.com/forum/11-projects/612054-kz750h-restoration )
2000 BMW F650GS
Please Log in or Create an account to join the conversation.
- zed1015
-

- Offline
- User
-
Registered
- Posts: 3291
- Thanks: 1993
Re: 1977 KZ1000 Restomod
09 Feb 2021 10:29calum wrote:
Thanks zed - Way back on the first page you suggested 33mm exhaust valves. What's the reasoning behind this?
Just looked back at that reply and that is a typo that i missed.
My fat finger typing strikes again. Sorry!
Should have read 31mm.
1mm up on each valve .
AIR CORRECTOR JETS FOR VM CARBS AND ETHANOL RESISTANT VITON CHOKE PLUNGER SEAL REPLACMENT FOR ALL CLASSIC AND MODERN MOTORCYCLE CARBURETTORS
www.kzrider.com/forum/23-for-sale/611992...lide-mikunis?start=1
www.kzrider.com/forum/23-for-sale/611992...lide-mikunis?start=1
The following user(s) said Thank You: calum
Please Log in or Create an account to join the conversation.
- calum
-
Topic Author
- Offline
- User
-
Registered
- Posts: 1144
- Thanks: 415
Re: 1977 KZ1000 Restomod
09 Feb 2021 10:42 - 09 Feb 2021 10:44
I did wonder - seemed a big jump.
There are oversized valves for the 1000A at 37.5mm and 31mm. Would you go 37.5 or use a 1000J valve for the intake?
EDIT: Same question for the exhaust: 31 oversize or just a 32mm 1000J valve? Second option is a lot cheaper here.
There are oversized valves for the 1000A at 37.5mm and 31mm. Would you go 37.5 or use a 1000J valve for the intake?
EDIT: Same question for the exhaust: 31 oversize or just a 32mm 1000J valve? Second option is a lot cheaper here.
KZ1000 Restomod (
www.kzrider.com/forum/11-projects/614517-1977-kz1000-restomod
)
1977 KZ1000A1 ( www.kzrider.com/forum/11-projects/616901...-spare-parts-project )
1980 KZ750H ( kzrider.com/forum/11-projects/612054-kz750h-restoration )
2000 BMW F650GS
1977 KZ1000A1 ( www.kzrider.com/forum/11-projects/616901...-spare-parts-project )
1980 KZ750H ( kzrider.com/forum/11-projects/612054-kz750h-restoration )
2000 BMW F650GS
Last edit: 09 Feb 2021 10:44 by calum.
Please Log in or Create an account to join the conversation.
- zed1015
-
- Offline
- User
-
Registered
- Posts: 3291
- Thanks: 1993
Re: 1977 KZ1000 Restomod
09 Feb 2021 11:34
31MM is the largest you can go on the stock exhaust seat.
AIR CORRECTOR JETS FOR VM CARBS AND ETHANOL RESISTANT VITON CHOKE PLUNGER SEAL REPLACMENT FOR ALL CLASSIC AND MODERN MOTORCYCLE CARBURETTORS
www.kzrider.com/forum/23-for-sale/611992...lide-mikunis?start=1
www.kzrider.com/forum/23-for-sale/611992...lide-mikunis?start=1
The following user(s) said Thank You: calum
Please Log in or Create an account to join the conversation.
- Oldschoolkz1000
-

- Offline
- User
-
Registered
- Posts: 111
- Thanks: 3
Re: 1977 KZ1000 Restomod
10 Feb 2021 07:36
Calum, I am also doing a 1428 restomod. I liked your handle bar switches where did you get them?
Please Log in or Create an account to join the conversation.
- calum
-
Topic Author
- Offline
- User
-
Registered
- Posts: 1144
- Thanks: 415
Re: 1977 KZ1000 Restomod
10 Feb 2021 07:41Oldschoolkz1000 wrote: Calum, I am also doing a 1428 restomod. I liked your handle bar switches where did you get them?
They are on my list of things I spent too much money on
")
www.renardspeedshop.com/shop/motorcycle-...tch-gear-with-clamp/
KZ1000 Restomod (
www.kzrider.com/forum/11-projects/614517-1977-kz1000-restomod
)
1977 KZ1000A1 ( www.kzrider.com/forum/11-projects/616901...-spare-parts-project )
1980 KZ750H ( kzrider.com/forum/11-projects/612054-kz750h-restoration )
2000 BMW F650GS
1977 KZ1000A1 ( www.kzrider.com/forum/11-projects/616901...-spare-parts-project )
1980 KZ750H ( kzrider.com/forum/11-projects/612054-kz750h-restoration )
2000 BMW F650GS
Please Log in or Create an account to join the conversation.
- Oldschoolkz1000
-
- Offline
- User
-
Registered
- Posts: 111
- Thanks: 3
Re: 1977 KZ1000 Restomod
10 Feb 2021 07:47
I hear that, I had to pause the project for a while due to the money. Thank you for the information.
Please Log in or Create an account to join the conversation.
- calum
-
Topic Author
- Offline
- User
-
Registered
- Posts: 1144
- Thanks: 415
Re: 1977 KZ1000 Restomod
10 Feb 2021 14:45 - 10 Feb 2021 14:47
Trying to learn a bit more about cams. Here's what I think I know
Here's what I've got so far: As far as degreeing the cams goes, I think I just need to make sure the intake is at max lift (9.5mm) at 105° ATDC. The exhaust should be at max lift (9.0mm) at 107.5° BTDC. The other values are just the positions at the checking height. Is this right? Does this only work on symmetrical cams? I assume the max lift would no longer coincide with the lobe centre on asymmetrical lobes.
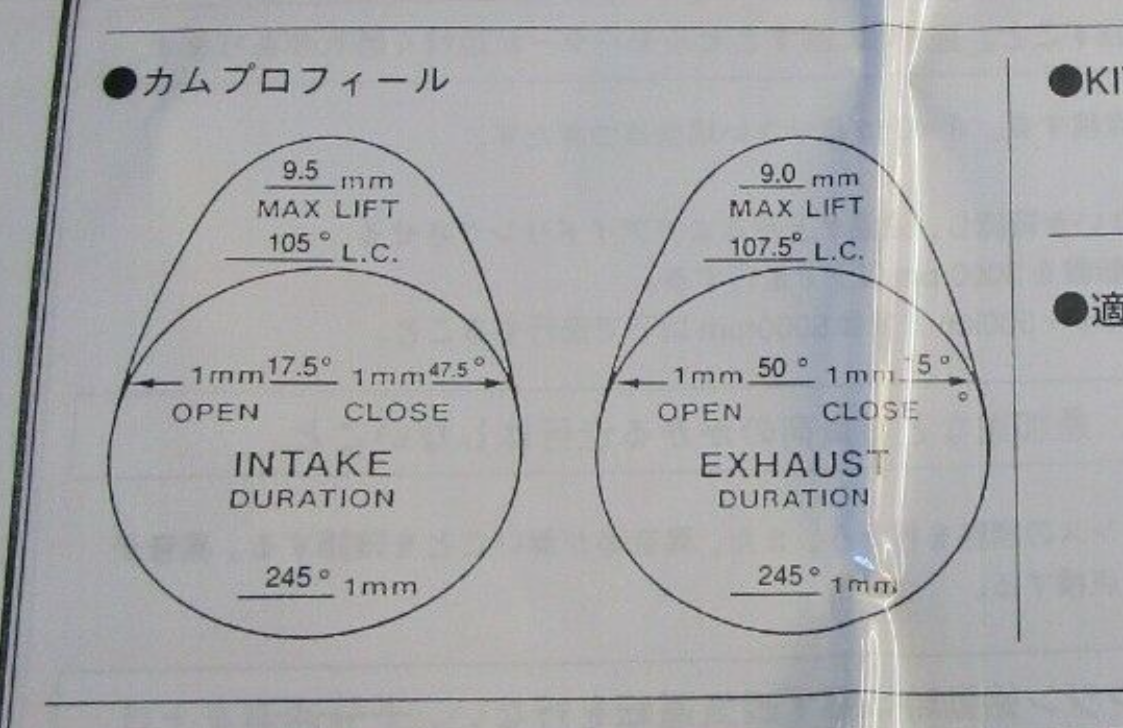
- If I use adjustable camshaft sprockets then I just need to make sure that TDC is the same on the 1 & 4 and 2 & 3 condrods and don't actually have to check the indexing on the crank.
- I then just need to look at the picture below and pretend I understand it :dry:
Here's what I've got so far: As far as degreeing the cams goes, I think I just need to make sure the intake is at max lift (9.5mm) at 105° ATDC. The exhaust should be at max lift (9.0mm) at 107.5° BTDC. The other values are just the positions at the checking height. Is this right? Does this only work on symmetrical cams? I assume the max lift would no longer coincide with the lobe centre on asymmetrical lobes.
KZ1000 Restomod (
www.kzrider.com/forum/11-projects/614517-1977-kz1000-restomod
)
1977 KZ1000A1 ( www.kzrider.com/forum/11-projects/616901...-spare-parts-project )
1980 KZ750H ( kzrider.com/forum/11-projects/612054-kz750h-restoration )
2000 BMW F650GS
1977 KZ1000A1 ( www.kzrider.com/forum/11-projects/616901...-spare-parts-project )
1980 KZ750H ( kzrider.com/forum/11-projects/612054-kz750h-restoration )
2000 BMW F650GS
Last edit: 10 Feb 2021 14:47 by calum.
Please Log in or Create an account to join the conversation.
- calum
-
Topic Author
- Offline
- User
-
Registered
- Posts: 1144
- Thanks: 415
Re: 1977 KZ1000 Restomod
10 Feb 2021 23:42
And another question
I am looking at buying a head and pistons from a guy on the German version of Craigslist. It's a 1075 kit from Pit Stop Performance (block, bored and honed with MTC pistons matched to the cylinders). The kit has never been used.
One thing I noticed is that there appears to be paint on the lower gasket surface and a bit on the outside of the sleeves. It almost looks like nothing was masked up, the block was painted, the cylinders bored and the top skimmed. Is this normal practise?
Almost everything I have read about Pit Stop is very reassuring (except for one thread...). The kit was purchased about five years ago, but I assume that the quality would have been pretty consistent.
I'm still undecided as it isn't that cheap and I'll have to get it sent (meaning I can't measure anything before I decide). It will save me about 100€, plus I'll have a spare block and I won't have to wait til Christmas for Wiseco pistons.
Thoughts?
I am looking at buying a head and pistons from a guy on the German version of Craigslist. It's a 1075 kit from Pit Stop Performance (block, bored and honed with MTC pistons matched to the cylinders). The kit has never been used.
One thing I noticed is that there appears to be paint on the lower gasket surface and a bit on the outside of the sleeves. It almost looks like nothing was masked up, the block was painted, the cylinders bored and the top skimmed. Is this normal practise?
Almost everything I have read about Pit Stop is very reassuring (except for one thread...). The kit was purchased about five years ago, but I assume that the quality would have been pretty consistent.
I'm still undecided as it isn't that cheap and I'll have to get it sent (meaning I can't measure anything before I decide). It will save me about 100€, plus I'll have a spare block and I won't have to wait til Christmas for Wiseco pistons.
Thoughts?
KZ1000 Restomod (
www.kzrider.com/forum/11-projects/614517-1977-kz1000-restomod
)
1977 KZ1000A1 ( www.kzrider.com/forum/11-projects/616901...-spare-parts-project )
1980 KZ750H ( kzrider.com/forum/11-projects/612054-kz750h-restoration )
2000 BMW F650GS
1977 KZ1000A1 ( www.kzrider.com/forum/11-projects/616901...-spare-parts-project )
1980 KZ750H ( kzrider.com/forum/11-projects/612054-kz750h-restoration )
2000 BMW F650GS
Please Log in or Create an account to join the conversation.
- zed1015
-
- Offline
- User
-
Registered
- Posts: 3291
- Thanks: 1993
Re: 1977 KZ1000 Restomod
11 Feb 2021 02:32
Regardless of cam symmetry the lobe center timing method will get them degreed correctly every time.
You can use whatever checking height you like ( even negative figures) as long as you use the same ones in all your calcs .
You only need to locate true TDC on cyl 4 ( right hand , ign side, end cylinder) for cam degreeing .
This will cam time all cylinders unless the crank is twisted .
As regards to a bit of overspray on the liner spigots.
That's nothing to worry about and it isn't an issue as long as the machining and boring is up to spec and from my own experience Pitstop always produced quality work.
You can use whatever checking height you like ( even negative figures) as long as you use the same ones in all your calcs .
You only need to locate true TDC on cyl 4 ( right hand , ign side, end cylinder) for cam degreeing .
This will cam time all cylinders unless the crank is twisted .
As regards to a bit of overspray on the liner spigots.
That's nothing to worry about and it isn't an issue as long as the machining and boring is up to spec and from my own experience Pitstop always produced quality work.
AIR CORRECTOR JETS FOR VM CARBS AND ETHANOL RESISTANT VITON CHOKE PLUNGER SEAL REPLACMENT FOR ALL CLASSIC AND MODERN MOTORCYCLE CARBURETTORS
www.kzrider.com/forum/23-for-sale/611992...lide-mikunis?start=1
www.kzrider.com/forum/23-for-sale/611992...lide-mikunis?start=1
The following user(s) said Thank You: calum
Please Log in or Create an account to join the conversation.
Moderators: Street Fighter LTD